Stat-Ease Blog

Categories
Four Questions that Define Which DOE is Right for You
Do you ever stare at the broad array of DOE choices and wonder where to start? Which design is going to provide you with the information needed to solve your problem? I’ve boiled this down to a few key questions. Each of them may trigger more in-depth conversation, but the answers are key to driving your design decisions.
- What is the purpose of your experiment? Typical purposes are screening, characterization, and optimization. The screening design will help identify main effects (it’s important to choose a design that will estimate main effects separately from two-factor interactions (2FI)). Characterization designs will estimate 2FI’s and give you the option to add center points to detect curvature. Optimization designs generally estimate non-linear, or quadratic effects. (See the blog “A Winning Strategy for Experimenters”.)
- Are your factors actually components in a formulation? This leads you to a mixture design. Consider this question – if you double all the components in the process, will the response be the same? If yes, then only mixture designs will properly account for the dependencies in the system. (Check out the Formulation Simplified textbook.)
- Do you have any Hard-to-Change factors? An example is temperature – it’s hard to randomly vary the temp setting higher and lower due to the time required to stabilize the process. If you were planning to sort your DOE runs manually to make it easier to run the experiment, then you likely have a hard-to-change factor. In this case, a split-plot design will give a more appropriate analysis.
- Are your factors all numeric, or all categoric, or some of each? Multilevel categoric designs work better with categoric factors that are set at more than 2 levels. A final option: optimal designs are highly flexible and can usually meet your needs for all factor types and require only minimal runs.

These questions, along with your budget for number of runs, will guide your decisions regarding what type of information is important to your business, and what type of factors you are using in the experiment. Conveniently, the Design Wizard in Design-Expert® software (pictured left) asks these questions, guiding you through the decision-making process, ultimately leading you to a recommended starting design.
Give it a whirl – Happy Experimenting!
Building a Stronger Team at Stat-Ease

I would like to introduce our newest Stat-Ease team member: Greg Campbell.
Greg is tackling his role as Marketing Manager with energy and a determination to make Stat-Ease® shine! I wanted to learn more about Greg and his thoughts for our company’s future, so I asked him a few questions. Here’s what he had to say:
Tell us a little about your background:
It’s varied. I started with a BA in Biology and worked in a biochemistry lab. I then got my MBA in Marketing and Computer Information Systems and have worked in sales and marketing at different companies over the years (mostly in publishing and manufacturing). Most recently, I founded a company with a partner that sold parts for industrial machinery. All of these items pushed me down the path towards Stat-Ease.
What attracted you to joining the Stat-Ease team?
First, I liked the people I met here; friendly and smart. Next, this company sells a robust piece of software that has been around for years. It’s a great combination that allowed me to get back to concentrating on sales and marketing, it’s what I do best!
You’ve attended a Stat-Ease DOE class – what did you learn about our clients?
That sample size is small and insignificant (see what I did there?), but interesting. Most of the clients I met were engineers and cringed at the mere mention of the word ‘statistics’. But they picked up the concepts quickly and started to run with them! They began planning and using what they had just learned to think about how to run some experiments.
What strikes you as something that people should know about DOE?
You don’t have to like, or completely understand, the statistical theories that form the foundation of DOE (look at my example above). We’ve done all the heavy lifting and programming, now they just need to use the software to get their answers and move on to the next step in their job.
Tell us something about your personal story.
Well in my spare time I like to coach “diamond sports”, baseball and softball. I spent several years coaching baseball for my oldest son. He’s now aged out of those community programs. Now, it’s all about softball with my youngest daughter. Many of the basics of the two sports are the same, but there are lots of differences as well.
Music is also a big part of who I am, both listening to it and playing it. I’m a guitarist and listen to all types of music.
On behalf of the Stat-Ease team, I welcome Greg to Stat-Ease and look forward to working with him!
A Winning Strategy for Experimenters!
A winning business strategy lays out a path with small steps that allows for changes in direction along the way. Our “SCO” flowchart for experimenters is a prime example of such a template for success. Its tried-and-true* core is screening (“S”), characterization (“C”) and optimization (“O”). However, we added one last, but perhaps most important, step: Confirmation. Let’s dive into the Stat-Ease strategy for experimenters and find out what makes it work so well.

Our starting point is the Screening design. Screening designs provide a broad, but shallow, search for previously unknown process factors. TIP – don’t bother screening factors that are already known to affect your responses! Newly discovered factors—the “vital few” carry forward into the next phase of experimentation, with the “trivial many” being cast aside. By using medium-resolution (Res IV) designs—color-coded yellow in the primary two-level factorial builder in Design-Expert® software (DX), you can screen for main effects even in the presence hidden interactions. If runs must be closely budgeted, take advantage of the unique Minimum-Run Screening designs in DX.
Moving ahead to Characterization with the vital-few screened factors plus the big one(s) you set aside, the identification of two-factor interactions becomes the goal. This necessitates a high-resolution design (Res V or better)—the green ones in DX’s main builder. To save runs, consider a Minimum-Run Characterization design. Either way, be sure to add center points at this stage so you can check curvature. If curvature is NOT significant, then your mission is nearly complete—all that remains is Confirmation!
If curvature does emerge as being significant and important, then move on to Optimization using response surface methods (RSM). The beauty of RSM is that, with the aid of DX and its modeling and graphics tool, you can see by contour and 3D maps where each response peaks. Also, via numerical tools, DX can pinpoint the setup of factors producing the most desirable outcome for multiple responses. Then it lays out a compelling visual of the sweet spot—the window where all specifications can be achieved.
Last, but not least, comes Confirmation, during which you do a number of runs to be sure you can reproduce the good results. Use the special tool for confirmation that DX provides to be confident of this.
In conclusion, DOE does not provide a single template that you can repeat over and over. You must apply a strategy, such as the one outlined here, that adapts at each stage of your journey to a new and improved process that saves money at an improved quality level. Why not go after it all!
Learn more about the Stat-Ease strategy for experimenters by attending the Modern DOE for Process Optimizationworkshop or by reading the DOE Simplified textbook.
*Strategy of experimentation: Break it into a series of smaller stages, Mark Anderson, StatsMadeEasy blog, 6/20/11.
Energize Two-Level Factorials - Add Center Points!
Two-level factorial designs are highly effective for discovering active factors and interactions in a process, and are optimal for fitting linear models by simply comparing low vs high factor settings. Super-charge these classic designs by adding center points!
(Read to the end for a bonus video clip!)

There is an underlying assumption that the straight-line model also fits the interior of the design space, but there is no actual check on this assumption unless center points (the mid-level) are added to the design. Figure 1 illustrates how the addition of center points helps you detect non-linearity in the middle of the experimental space.

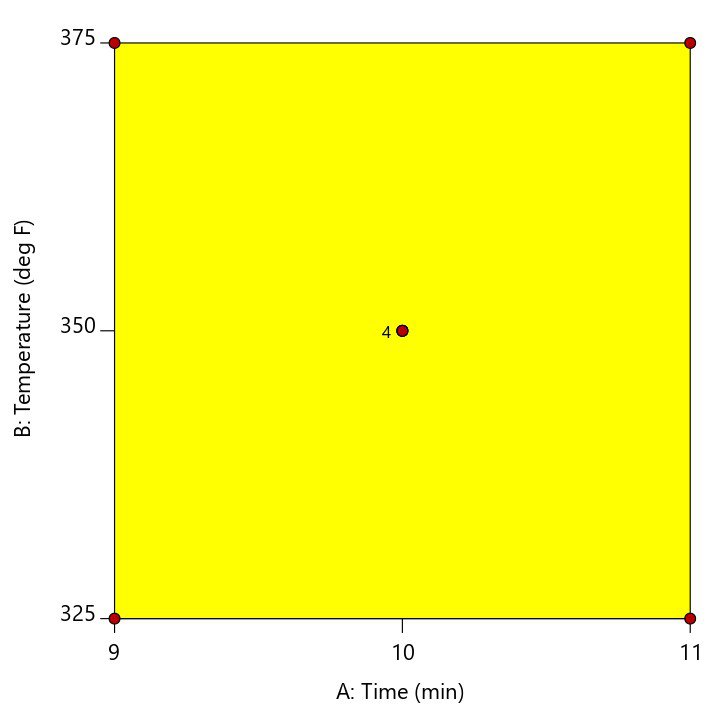
A center point is located at the exact mid-point of all factor settings. The example in Figure 2 shows a cookie baking experiment where the center point is replicated four times at the mid-point of 10 minutes and 350 degrees.
Multiple center points (replicates) should be randomized throughout the other experimental conditions to get an adequate assessment of whether the actual values measured at this point match what is predicted by the linear model. This is called a test for curvature. If the curvature test is significant, this is considered evidence that a quadratic or higher order model is required to model the relationship between the factors and the response. If the curvature test is not significant, then it is okay to assume that the linear model fits in the middle of the design space.
In Design-Expert® software, version 11, the curvature test is placed in front of the ANOVA when you have included center points in the design. This immediately shows you if the model is significant, and if the curvature is significant. As illustrated by the screen shot below (Figure 3), advice is provided to guide your next steps.
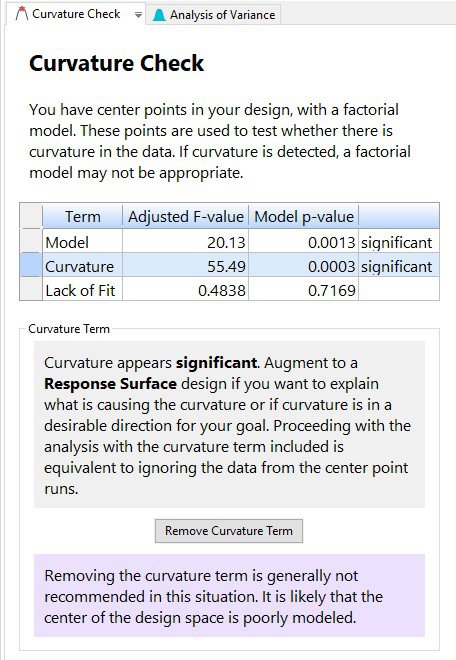
New to DX11, is the “Remove Curvature Term” button. If curvature is significant and you click on this button, then the regression modeling is done by using all the data, including the center points. Because the actual center points are not sitting in the middle of the design space, it is highly likely that the resulting model will be poorly fit and the lack of fit statistic will be significant. Then, click on “Add Curvature Term” to put the curvature effect back into the model, thus accounting for the information in the middle of the design space.
Ultimately, if curvature is significant, the recommendation is to augment the design to a response surface design to better model the relationship between the factors and the response. If curvature is NOT significant, then proceeding with the analysis is acceptable.
For further details on curvature, check out the DOE Simplified textbook, or enroll in an upcoming Modern DOE for Process Optimization workshop.
Bonus: Check out Mark’s 1-minute video on this topic: MiniTip 2 - Center points in factorials
Stat-Ease, Inc: We've Moved!

Stat-Ease has moved approximately 1 mile north up to Broadway Place West. We are located on the top floor (foreground of photo). Our building is just off Hwy 36 and Industrial Blvd., east of downtown Minneapolis. Our new postal address is:
Stat-Ease, Inc.
1300 Godward Street NE, Suite 6400
Minneapolis, Minnesota 55413-2561
Please make note and feel free to stop by and visit us!